
























Table of Contents
Ingénierie des montres rectangulaires – Résumé rapide
- Les boîtiers rectangulaires nécessitent un fraisage multi-axes plutôt qu'un simple tournage.
- Les transitions d'angle augmentent les réglages d'usinage et la complexité de la finition manuelle.
- Les systèmes d'étanchéité doivent se comprimer uniformément sur quatre bords droits et quatre coins.
- L'orientation du mouvement à l'intérieur d'un boîtier rectangulaire est une décision de conception, pas une valeur par défaut fixe.
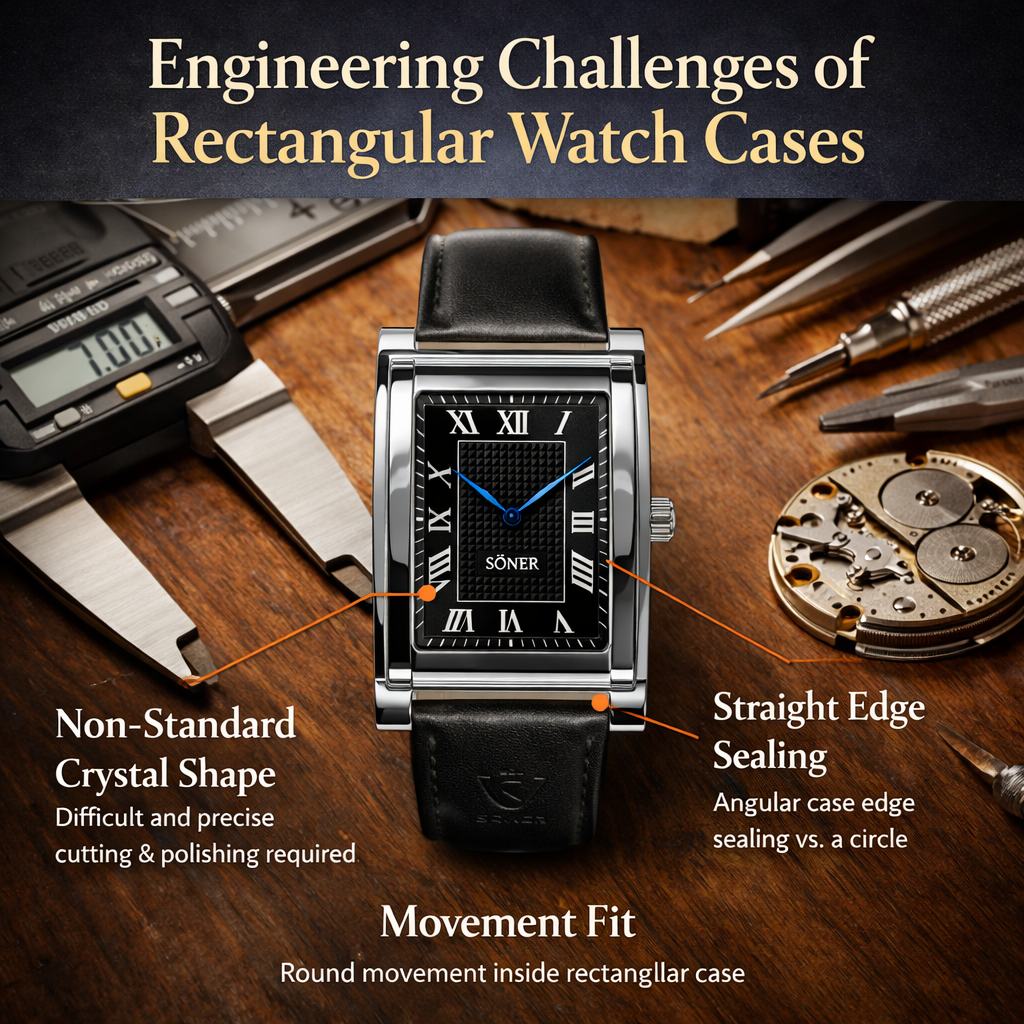
La plupart des gens qui admirent une montre rectangulaire le font pour des raisons esthétiques. Les proportions, la géométrie architecturale, la façon dont le boîtier repose sur le poignet avec une intention délibérée. Ce qui est moins visible, mais tout aussi important, c'est l'ingénierie qui rend l'objet possible.
Les boîtiers de montres rectangulaires sont réellement plus difficiles à produire que les ronds. Pas marginalement plus difficiles. Beaucoup plus difficiles, à chaque étape du processus de production, de la première opération d'usinage sur le brut du boîtier au test final de pression avant que la montre ne quitte l'usine. Comprendre exactement où et pourquoi cette difficulté apparaît est un contexte essentiel pour quiconque veut apprécier ce qu'une montre rectangulaire bien faite représente réellement.
Cet article couvre les quatre principaux domaines d'ingénierie où les boîtiers rectangulaires diffèrent des ronds : le placement du mouvement, l'usinage du boîtier, les systèmes d'étanchéité et l'architecture des cornes. Ce sont les fondamentaux des montres rectangulaires qui sous-tendent tout le reste dans cette catégorie, et ils expliquent pourquoi les meilleures montres rectangulaires justifient les prix qu'elles affichent.
Pourquoi la difficulté d'ingénierie importe à l'acheteur
Avant d'entrer dans les détails, il vaut la peine de se demander pourquoi tout cela devrait importer à quelqu'un qui choisit une montre plutôt que d'en construire une.
La difficulté d'ingénierie compte pour trois raisons. Premièrement, elle se reflète directement dans le prix. Une montre rectangulaire d'un fabricant sérieux coûte plus cher qu'une montre ronde de qualité de surface équivalente parce que le processus de production coûte réellement plus cher. Comprendre ce pour quoi vous payez vous aide à évaluer si la prime est justifiée.
Deuxièmement, la qualité d'ingénierie est visible dans l'objet fini si vous savez quoi chercher. La netteté des transitions d'angle, la cohérence de la finition de surface sur les faces du boîtier, la fluidité du fonctionnement de la couronne, la précision de l'ajustement du verre : tous ces éléments sont des conséquences des décisions d'ingénierie, et tous peuvent être évalués par l'acheteur attentif.
Troisièmement, les choix d'ingénierie affectent la possession à long terme. Un boîtier rectangulaire avec un renforcement insuffisant des coins se déformera avec le temps. Un système d'étanchéité qui n'a pas été conçu pour une géométrie non circulaire échouera plus tôt qu'un autre. Un mouvement forcé dans un boîtier rectangulaire sans adaptation appropriée fonctionnera moins fiablement qu'un mouvement conçu pour cet espace. Les choix d'ingénierie faits lors de la phase de conception accompagnent la montre tout au long de sa vie.
Placement du mouvement
Le premier et le plus fondamental défi d'ingénierie d'un boîtier de montre rectangulaire est la question de ce qui va à l'intérieur.
Le problème du mouvement rond
La grande majorité des mouvements mécaniques de montres sont ronds. Ils le sont depuis les premières montres de poche, car les mouvements ronds sont la conséquence naturelle d'un train d'engrenages qui rayonne à partir d'un axe central. Le barillet du ressort moteur est au centre, le train d'engrenages s'étend vers l'extérieur, et l'ensemble du système remplit une empreinte circulaire avec une efficacité maximale.
Lorsqu'un mouvement rond est placé dans un boîtier rectangulaire, les coins du boîtier sont inutilisés. Le mouvement remplit la zone circulaire inscrite dans le rectangle, mais les quatre triangles d'angle restent inutilisés. Dans un boîtier rectangulaire étroit et haut, cet espace perdu peut représenter une proportion significative du volume total du boîtier. La montre devient plus épaisse que nécessaire pour accueillir un mouvement qui n'a pas été conçu pour cela, ou elle présente un espace mort visible qui réduit la cohérence visuelle de l'objet.
Il existe trois approches à ce problème, chacune avec des implications différentes en termes de coût et de qualité.
La première approche consiste à utiliser un mouvement rond et à accepter les coins inutilisés. C'est la solution la moins coûteuse et la plus courante pour les montres à prix plus bas. Le mouvement est équipé d'un espaceur ou d'une bague de mouvement façonné qui comble une partie de l'espace, mais l'inefficacité fondamentale demeure. La montre est souvent plus épaisse qu'elle ne devrait l'être, et le mouvement semble visuellement inachevé lorsqu'on le regarde à travers un fond de boîte transparent.
La deuxième approche consiste à utiliser un module rectangulaire ou une platine de base qui convertit un mouvement rond en une empreinte rectangulaire. Les composants principaux de la mesure du temps restent ronds, mais ils sont logés dans un cadre rectangulaire qui remplit le boîtier de manière plus efficace. C'est un investissement d'ingénierie important, mais moindre que celui nécessaire pour développer un calibre entièrement nouveau. Plusieurs marques respectées utilisent cette approche avec succès.
La troisième approche, pratiquée par les fabricants de montres rectangulaires les plus engagés, consiste à développer un calibre rectangulaire conçu spécialement dès le départ. Chaque composant est conçu pour l'empreinte spécifique du boîtier. Les ponts et les platines sont façonnés pour remplir précisément l'espace disponible. La disposition du train d'engrenages est optimisée pour une enveloppe non circulaire. Le résultat est un mouvement qui appartient à son boîtier de la même manière qu'un mouvement rond appartient à un boîtier rond : complètement, efficacement et magnifiquement.
Position de la couronne et passage de la tige
Dans une montre ronde, la couronne sort du boîtier à la position 3 heures et entraîne une tige qui entre dans le mouvement à un point fixe calibré pour cette position de sortie. La géométrie est tellement standardisée que la position de la couronne est rarement considérée comme un défi de conception.
Dans une montre rectangulaire, la position de la couronne nécessite une résolution délibérée. Si le boîtier est haut et étroit, la position à 3 heures place la couronne au milieu de la hauteur du boîtier, ce qui peut ou non s’aligner avec le mécanisme de réglage de la couronne du mouvement selon l’orientation du mouvement. Si le mouvement est orienté paysage dans le boîtier, la position de la couronne doit être décalée. Si le mouvement est orienté portrait, un autre ensemble de défis liés au passage de la tige se présente.
Au plus haut niveau de fabrication des montres rectangulaires, la position de la couronne est définie dans le cadre de la spécification initiale de conception, et le mouvement est configuré autour de celle-ci. À des niveaux de qualité inférieurs, des compromis sont faits qui affectent le fonctionnement de la montre : couronnes rigides, action de réglage imprécise, ou couronnes positionnées à des endroits visuellement maladroits par rapport à la géométrie du boîtier.
Complexité de l’usinage du boîtier
Le corps du boîtier d’une montre rectangulaire est usiné à partir d’un bloc massif de métal, qu’il s’agisse d’acier, d’or, de titane ou d’un autre alliage. Le processus qui transforme un bloc brut en boîtier fini implique une série d’opérations de coupe, de perçage et de finition qui sont nettement plus complexes pour un boîtier rectangulaire que pour un boîtier rond.
Tour vs. Fraiseuse
Un boîtier rond est principalement usiné sur un tour, qui fait tourner la pièce autour d’un axe central pendant qu’un outil de coupe fixe enlève la matière. Le tour produit un cylindre parfait en une seule opération continue. C’est rapide, précis, et capable d’atteindre une excellente qualité de surface sans opérations secondaires. La symétrie circulaire du boîtier signifie que chaque point sur la paroi du boîtier est produit par la même opération à la même distance de l’axe central.
Un boîtier rectangulaire ne peut pas être usiné sur un tour. Il nécessite une fraiseuse CNC, qui déplace un outil de coupe rotatif sur la pièce à usiner selon plusieurs axes. Chaque face plate du boîtier doit être usinée séparément. Les faces supérieure et inférieure requièrent un ensemble d'opérations. Les côtés longs en nécessitent un autre. Les côtés courts un autre encore. Et les coins, où se rencontrent les surfaces planes, exigent les opérations les plus précises de toutes.
Les transitions de coins sont la caractéristique la plus exigeante de tout boîtier rectangulaire. Les coins internes du boîtier, où se rejoignent les parois latérales, doivent être usinés avec un rayon très petit déterminé par le diamètre minimum de l’outil de coupe. Obtenir un rayon constant aux quatre coins, avec une qualité de surface homogène sur tout le périmètre, nécessite une programmation soignée, un bridage précis et plusieurs contrôles qualité. Chez les fabricants haut de gamme, les transitions de coins sont affinées à la main après usinage, à l’aide de petites limes et d’outils de polissage pour atteindre une netteté et une homogénéité qu’un CNC seul ne peut pas garantir.
| Aspect | Boîtier rond | Boîtier rectangulaire | Impact sur l’ingénierie |
|---|---|---|---|
| Méthode principale d’usinage | Tournage autour d’un axe central | Fraisage CNC multi-axes depuis plusieurs orientations | Les boîtiers rectangulaires nécessitent plus de changements de réglages et de trajectoires d’outils |
| Nombre de réglages d’outillage | Typiquement 1 à 2 réglages principaux | Multiples réglages pour chaque face et transition de coin | Temps d’usinage et exigences de calibration accrus |
| Finition des coins | Courbure continue, transitions d’arêtes minimales | Huit transitions de coins nécessitant un mélange précis | Travail de finition manuel plus important et contrôle des tolérances plus strict |
| Sensibilité aux tolérances | Distribution uniforme des tolérances radiales | Concentration de contraintes aux arêtes et coins | Risque accru de déviation nécessitant retouche ou rejet |
| Efficacité de production | Très standardisé et évolutif | Standardisation moindre entre les collections | Coût unitaire plus élevé pour des niveaux de qualité comparables |
Pourquoi les boîtiers rectangulaires sont-ils plus difficiles à usiner ?
Les boîtiers de montres rectangulaires nécessitent un fraisage multi-axes plutôt qu’un tournage rotatif. Chaque surface plate et transition de coin doit être usinée séparément, ce qui augmente la complexité des réglages, la sensibilité aux tolérances et le travail de finition par rapport aux boîtiers ronds.

Les boîtiers ronds sont symétriques par rotation et peuvent être usinés en un seul mouvement continu. Les boîtiers rectangulaires nécessitent plusieurs orientations et des transitions précises aux coins, ce qui accroît la complexité de l’usinage.
Pourquoi l’usinage augmente-t-il le coût des boîtiers rectangulaires ?
Les boîtiers de montres rectangulaires nécessitent de repositionner le bloc de boîtier selon plusieurs axes lors de l’usinage. Chaque réglage supplémentaire augmente le temps de production, l’usure des outils, la sensibilité aux tolérances et le travail de finition par rapport à un processus de tour à axe unique.
Finition de surface
La finition d’un boîtier rectangulaire est plus laborieuse que celle d’un boîtier rond car un boîtier rectangulaire comporte plus de types de surfaces distinctes, chacune devant être traitée de manière appropriée.
Un boîtier rond possède généralement une paroi cylindrique continue, une surface supérieure plate ou bombée (la lunette) et une surface inférieure plate ou bombée (le fond de boîtier). Chacune de ces parties peut être finie en une seule opération continue : la paroi cylindrique est polie sur un tampon rotatif, la lunette est polie ou brossée sur une roue plate.
Un boîtier rectangulaire possède plusieurs faces planes à différents angles les unes par rapport aux autres, plus des transitions d'angle, plus des surfaces de cornes, plus la lunette et le fond de boîtier. Chaque face plane doit être finie séparément. L'angle entre les faces adjacentes doit être maintenu précisément lors de la finition, sinon le boîtier paraîtra doux et imprécis. Les transitions d'angle doivent être finies sans les arrondir. Les zones polies et brossées, si le design utilise les deux, doivent se rejoindre sur des lignes précises sans se mélanger.
Au plus haut niveau d'exécution, l'anglage, ou chanfreinage des arêtes du boîtier, ajoute une couche supplémentaire de complexité. Les arêtes chanfreinées d'un boîtier rectangulaire doivent être constantes en largeur et en angle sur les quatre côtés, avec des transitions parfaitement assorties à chaque coin. Réaliser cela à la main demande une compétence qui prend des années à développer et ne peut être reproduite par machine au niveau de qualité qui définit une grande montre rectangulaire.
Analyse approfondie : Automatique vs Quartz dans les montres rectangulaires
Approfondissement : Guide des tailles des montres rectangulaires
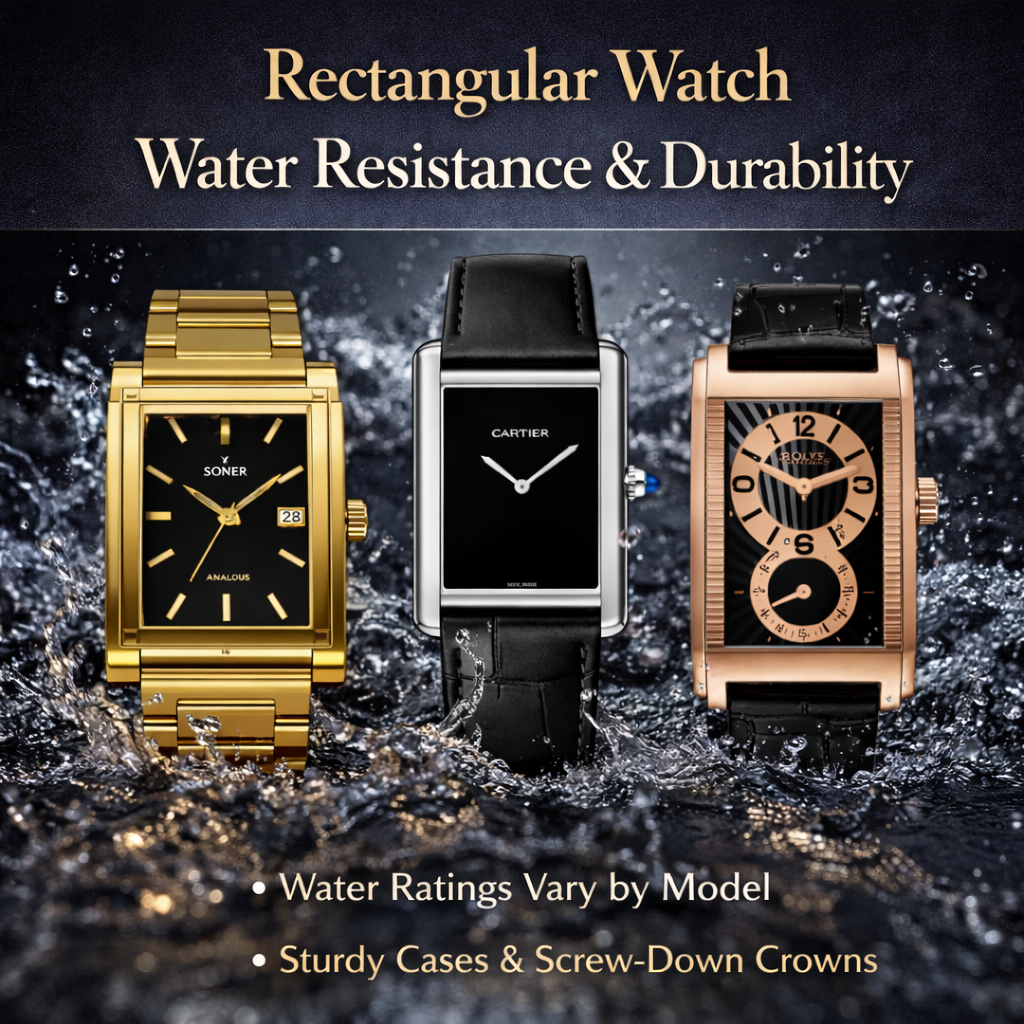
Systèmes d'étanchéité
Un boîtier de montre est un boîtier de précision. Il doit protéger le mouvement à l'intérieur de l'humidité, de la poussière et de la pression atmosphérique dans une large gamme de conditions environnementales. Dans un boîtier rond, ce problème d'étanchéité est résolu par des méthodes bien comprises que l'industrie a affinées pendant des décennies. Dans un boîtier rectangulaire, le même problème nécessite des solutions différentes et accepte des contraintes différentes.

Pourquoi les montres rectangulaires sont-elles plus difficiles à étanchéifier ?
Les boîtiers de montres rectangulaires subissent une compression inégale du joint, en particulier aux coins où le stress se concentre. Obtenir une résistance à l'eau constante nécessite des tolérances d'usinage plus strictes pour maintenir une pression uniforme le long des bords droits et des quatre coins.
Étanchéité du verre
Le point d'étanchéité le plus visible et le plus difficile sur une montre rectangulaire est le verre. Sur une montre ronde, le verre repose dans une rainure circulaire de la lunette et est maintenu par un joint rond qui se comprime uniformément sur toute sa circonférence. La géométrie garantit que toute force de serrage appliquée à la lunette est répartie de manière égale, produisant une compression constante du joint en chaque point.
Dans une montre rectangulaire, le verre s'insère dans une rainure rectangulaire de la lunette, et le joint doit maintenir une compression constante sur les quatre sections droites et les quatre transitions d'angle. Les coins posent problème. Un joint qui se comprime parfaitement le long des sections droites peut ne pas se comprimer suffisamment aux coins si la géométrie du boîtier n'est pas précisément contrôlée. Toute incohérence dans la compression crée un chemin potentiel de fuite.
La solution nécessite des tolérances plus strictes sur la rainure de la lunette, des matériaux de joint plus rigides, ou des joints façonnés avec renforts aux coins. Toutes ces solutions augmentent le coût et la complexité. Elles augmentent également la hauteur totale de l'assemblage du verre, ce qui va à l'encontre de la finesse que recherchent la plupart des montres habillées rectangulaires.
Étanchéité du fond de boîtier
Le fond de boîtier d'une montre rectangulaire présente des défis similaires. Un fond vissé rond applique une force de serrage uniforme sur toute sa circonférence lorsqu'il se visse dans le boîtier. L'étanchéité est intrinsèquement uniforme.
Un fond de boîtier rectangulaire, qu'il soit vissé ou clipsé, doit répartir la force de serrage sur un périmètre rectangulaire. Les positions des vis doivent être soigneusement calculées pour garantir que le joint est comprimé uniformément aux coins ainsi que le long des bords droits. Si les positions des vis ne sont pas optimales, les coins du fond de boîtier se soulèveront légèrement sous pression, rompant l'étanchéité.
De nombreuses montres habillées rectangulaires utilisent un fond de boîtier clipsé plutôt qu'un fond vissé, à la fois pour des raisons esthétiques et parce que les systèmes clipsés peuvent assurer une meilleure étanchéité aux coins lorsque les tolérances d'ajustement sont serrées. Le compromis est qu'un fond clipsé est plus difficile à retirer pour l'entretien, et des ouvertures répétées peuvent réduire la précision de l'ajustement avec le temps.
Les défis d'étanchéité spécifiques aux boîtiers rectangulaires, ainsi que leurs implications sur les indices de résistance à l'eau et la durabilité au quotidien, sont traités en détail dans l'article consacré à la résistance à l'eau.
Étanchéité de la couronne et du tube
Le tube de couronne, par lequel la tige de remontage sort du boîtier, doit être étanche à l'humidité quelle que soit la forme du boîtier. Dans un boîtier rond, le tube de couronne se visse dans le boîtier selon une opération standard. Dans un boîtier rectangulaire, le tube de couronne sort par l'une des parois latérales plates plutôt que par une surface courbée.
Le passage d'un tube à travers une paroi plate, plutôt que courbée, modifie la géométrie de l'étanchéité. L'engagement du filetage est identique, mais le matériau environnant du boîtier est soumis à des contraintes différentes car la paroi plate a une profondeur structurelle moindre qu'une paroi courbée. Dans les boîtiers rectangulaires fins, où l'épaisseur de la paroi est déjà minimisée pour obtenir des profils slim, le renforcement du tube de couronne nécessite une ingénierie soignée pour maintenir l'intégrité de l'étanchéité sans ajouter de volume visible.
Approfondissement : Résistance à l’eau et durabilité des montres rectangulaires
Architecture des cornes
Les cornes d’un boîtier de montre sont les protubérances qui maintiennent le bracelet ou le bracelet métallique en place. Dans une montre ronde, les cornes sont un élément de design bien compris, affiné depuis des siècles. Dans une montre rectangulaire, elles présentent un ensemble de défis à la fois structurels et esthétiques.

La tension du bracelet transmet la force à travers les cornes vers la paroi du boîtier. Dans les montres rectangulaires, le stress se concentre à la jonction corne-boîtier, où l’épaisseur de la paroi et la géométrie doivent équilibrer durabilité et proportions.
Les montres rectangulaires concentrent le couple exercé par le bracelet à la jonction entre la corne et la paroi plate du boîtier. Une intégration structurelle adéquate nécessite une épaisseur de paroi suffisante et un renforcement pour éviter toute déformation ou fatigue due au stress à long terme.
Approfondissement : Architecture des cornes de montres rectangulaires
La géométrie de la transition
Le défi fondamental des cornes de montres rectangulaires est la transition entre le profil droit et plat du boîtier et la selle courbée qui entre en contact avec le bracelet. Un boîtier rond a un profil continuellement courbé, et la corne peut émerger de n’importe quel point de cette courbe avec une transition naturelle et fluide. La géométrie du boîtier rond accueille la corne de manière organique.
Un boîtier rectangulaire a des côtés plats et des angles vifs. La corne doit émerger d’une surface plane et passer, sur une courte distance, à une forme courbée qui maintient la goupille du bracelet. Cette transition n’a pas de géométrie naturelle pour la guider. Chaque décision concernant la manière dont la corne émerge du corps du boîtier, l’angle de départ, la rapidité de la courbure et l’emplacement du trou de la barre du bracelet doit être prise explicitement par le designer.
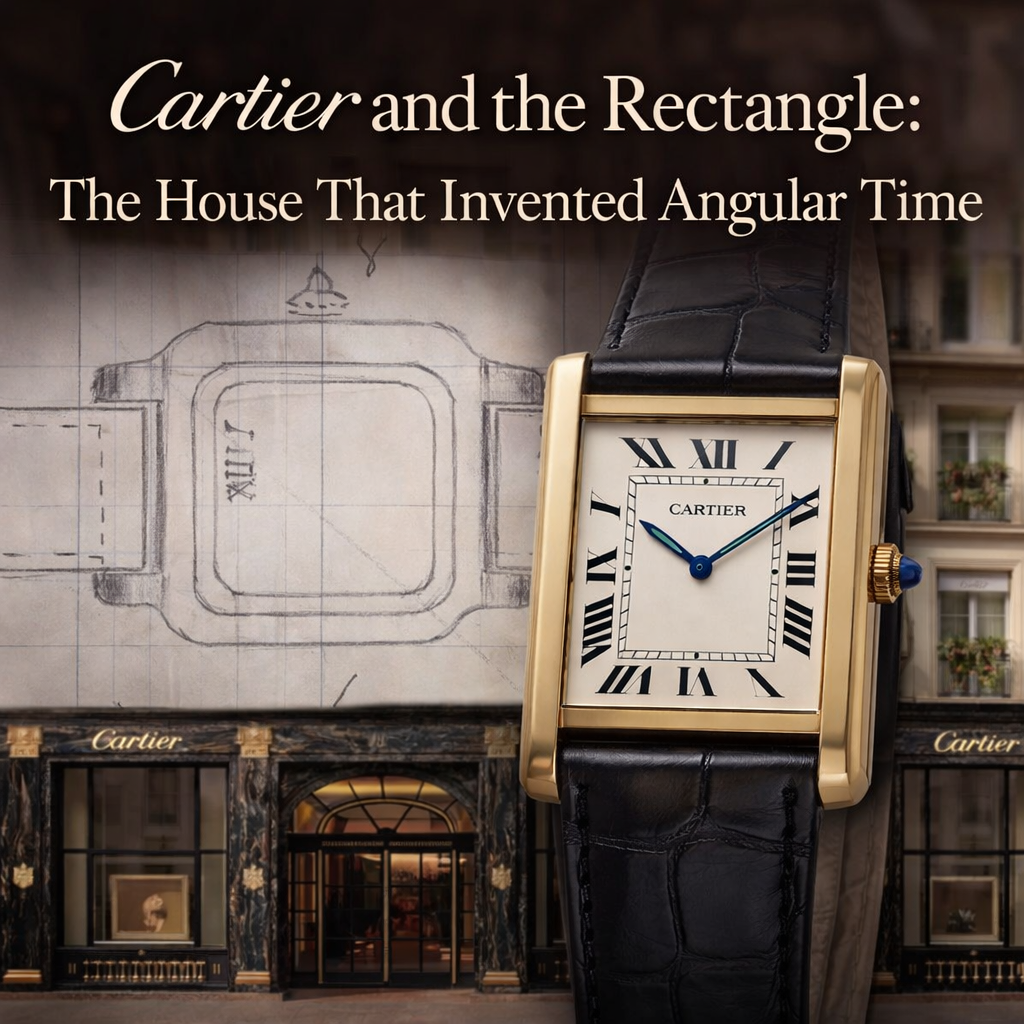
La qualité de cette transition est l’un des indicateurs les plus fiables du design global et du niveau d’ingénierie d’une montre rectangulaire. Une transition de corne mal réalisée semble greffée, comme si les cornes avaient été ajoutées au boîtier à la dernière minute. Une transition bien réalisée donne l’impression que la corne est une extension inévitable de la géométrie du boîtier, comme si cela ne pouvait pas être autrement. Les cornes allongées emblématiques de la Cartier Tank, qui s’étendent sur toute la hauteur du boîtier et intègrent le bracelet au corps du boîtier en un élément unifié, sont l’exemple de référence de cette dernière approche.
Considérations structurelles
Les cornes d’un boîtier rectangulaire subissent des contraintes réparties différemment de celles des cornes d’un boîtier rond. Sur un boîtier rond, la corne est fixée à une surface courbe qui répartit les contraintes dans plusieurs directions. Sur un boîtier rectangulaire, la corne est fixée à une surface plane, et la tension du bracelet concentre les contraintes à la jonction entre la corne et la paroi du boîtier.
Dans les boîtiers rectangulaires fins, où l’épaisseur des parois du boîtier est déjà minimale, cette concentration de contraintes peut poser un véritable problème d’ingénierie. Le point d’attache des cornes doit être renforcé sans ajouter de volume visible à l’extérieur du boîtier. Plusieurs solutions existent : des parois plus épaisses uniquement aux points d’attache des cornes, des nervures de renfort internes invisibles de l’extérieur, ou des designs de cornes qui répartissent la charge d’attache sur une plus grande surface du corps du boîtier.
Largeur et proportion du bracelet
La largeur du bracelet sur une montre rectangulaire est déterminée par l’espacement des goupilles des cornes, lui-même déterminé par la géométrie du boîtier. Un boîtier rectangulaire étroit peut nécessiter un bracelet plus étroit que ce que l’acheteur attend, car la largeur entre cornes à l’extrémité du boîtier est limitée par la largeur même du boîtier.
Obtenir cette proportion correcte est crucial pour l’apparence générale de la montre. Un bracelet trop large par rapport à la largeur du boîtier paraît lourd et écrase visuellement le boîtier. Un bracelet trop étroit semble insignifiant et crée une rupture visuelle entre la montre et le poignet. La largeur idéale du bracelet pour un boîtier rectangulaire se situe généralement entre 55 % et 70 % de la largeur du boîtier, la proportion précise dépendant du rapport hauteur-largeur du boîtier et du langage de design global.
L’architecture des cornes des boîtiers rectangulaires, y compris comment le design des cornes affecte l’ajustement au poignet, le confort et la proportion visuelle, est entièrement abordée dans l’article dédié aux cornes.
Comment ces défis se reflètent dans le prix
Les défis techniques décrits ci-dessus se traduisent directement par un coût à chaque étape du processus de production. Plus de réglages de machines signifient plus de temps d'usinage et plus de coûts d'outillage. Plus de finitions manuelles signifient plus d'heures de travail qualifié. Des systèmes d'étanchéité plus complexes signifient des composants plus coûteux et un contrôle qualité plus rigoureux. Des calibres rectangulaires conçus spécialement impliquent des coûts de développement substantiels qui doivent être amortis sur des volumes de production généralement plus faibles que ceux des montres rondes.
Le résultat est qu'une montre rectangulaire d'un fabricant sérieux coûtera presque toujours plus cher qu'une montre ronde de qualité externe équivalente de la même marque. Cette prime n'est pas une stratégie marketing. Elle reflète une réalité de production authentique.
Comprendre cela aide à calibrer les attentes selon les gammes de prix. Au niveau d'entrée, une montre rectangulaire fera des compromis : un mouvement rond dans un boîtier rectangulaire, une étanchéité simplifiée, une géométrie de cornes plus simple. Au niveau moyen, ces compromis sont réduits : meilleur ajustement du mouvement, étanchéité améliorée, intégration des cornes plus raffinée. Au haut de gamme, les défis techniques décrits dans cet article sont entièrement relevés, produisant une montre rectangulaire aussi bien conçue que n'importe quelle montre ronde à prix comparable.
Les choix autour du type de mouvement, et la manière dont ces choix interagissent avec la géométrie du boîtier et le coût, sont explorés en profondeur dans l'article sur les décisions de placement du mouvement dans les montres rectangulaires.
Contraintes d'épaisseur dans le design rectangulaire
Les montres rectangulaires sont depuis longtemps associées à des proportions fines pour les montres habillées. La finesse est historiquement liée au raffinement, à la discrétion et à la portabilité formelle. Cependant, réduire l'épaisseur d'un boîtier rectangulaire introduit des compromis structurels différents de ceux des designs ronds.
Attentes pour une montre habillée fine
Les montres habillées rectangulaires traditionnelles visent souvent des profils fins pour glisser facilement sous une manchette. Parce que les boîtiers rectangulaires accentuent visuellement la hauteur verticale, une épaisseur supplémentaire devient plus visible que sur une montre ronde de profondeur similaire. Un boîtier rond de 10 mm peut sembler équilibré, tandis qu'un boîtier rectangulaire de 10 mm peut paraître plus imposant en raison de sa géométrie allongée.
La finesse n'est donc pas seulement esthétique — elle influence la perception des proportions.
Réduction du matériau structurel aux coins
Contrairement aux boîtiers ronds, qui répartissent les contraintes radialement, les boîtiers rectangulaires subissent des contraintes localisées le long des bords plats et aux jonctions des coins. À mesure que l'épaisseur diminue, la matière disponible pour renforcer ces zones de transition est réduite.
Les coins sont des points de transition structurelle. Amincir les parois du boîtier à ces endroits augmente la sensibilité aux contraintes de flexion et aux déformations potentielles. Maintenir la rigidité tout en conservant des proportions fines nécessite des tolérances plus strictes, des matériaux plus résistants ou un renforcement par l'architecture interne du boîtier.
Dans un design rectangulaire, la finesse n'est pas simplement une réduction de dimension — c'est une négociation structurelle.
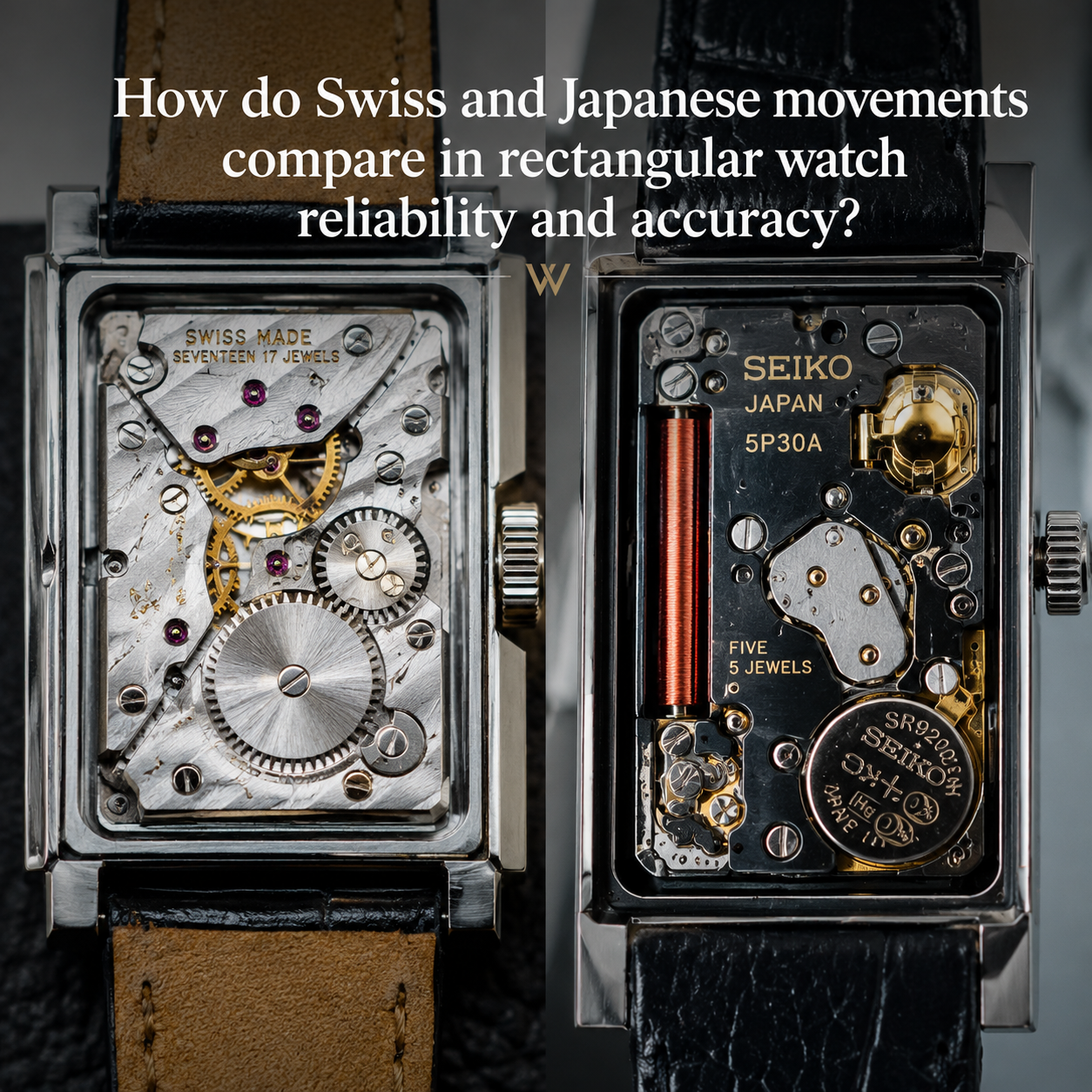
Compromis d'épaisseur entre mouvement manuel et automatique
Le choix du mouvement affecte directement l'épaisseur du boîtier. Les mouvements automatiques nécessitent un espace vertical supplémentaire pour accueillir le mécanisme du rotor et son dégagement. Dans un boîtier rectangulaire, intégrer la hauteur du rotor tout en maintenant une épaisseur de paroi suffisante peut augmenter la profondeur globale.
Les mouvements à remontage manuel permettent une construction de boîtier plus fine car ils éliminent le dégagement du rotor. C'est une des raisons pour lesquelles de nombreuses montres habillées rectangulaires historiquement fines étaient à remontage manuel.
Les solutions à micro-rotor réduisent la hauteur verticale mais introduisent une complexité et un coût d'ingénierie supplémentaires.
Pourquoi les montres automatiques rectangulaires sont-elles plus épaisses ?
Les montres automatiques rectangulaires nécessitent un espace vertical supplémentaire pour l'intégration du rotor. Dans un boîtier non rond, préserver la rigidité structurelle tout en accommodant le dégagement du rotor entraîne souvent une épaisseur globale plus importante comparée aux modèles à remontage manuel.
Analyse approfondie : Automatique vs Quartz dans les montres rectangulaires
Résumé
L'ingénierie d'une montre rectangulaire est plus complexe que celle d'une montre ronde de manière spécifique, identifiable et significative. Le placement du mouvement, l'usinage du boîtier, les systèmes d'étanchéité et l'architecture des cornes présentent tous des défis sans équivalent direct dans la production de boîtiers ronds. Les marques qui relèvent pleinement ces défis, plutôt que partiellement, produisent des montres rectangulaires qui valent leur prime. Les acheteurs qui comprennent ces défis sont mieux équipés pour identifier ces montres et apprécier ce qu'elles représentent.
Les fondamentaux des montres rectangulaires abordés dans cet article constituent la base technique de toute la catégorie. Pour une vue d'ensemble complète de la façon dont ces fondamentaux se relient à l'histoire, au design, aux tailles et aux décisions d'achat, l'image complète se trouve dans le guide principal.
Articles connexes :
- Fondamentaux des montres rectangulaires couverts dans le Guide Définitif des Montres Rectangulaires
- Architecture des cornes dans les montres rectangulaires - architecture des cornes explorée en profondeur
- Résistance à l'eau et durabilité des montres rectangulaires - défis d'étanchéité expliqués
- Automatique vs Quartz dans les montres rectangulaires - décisions de placement du mouvement analysées











































{kind=link}