
























Table of Contents
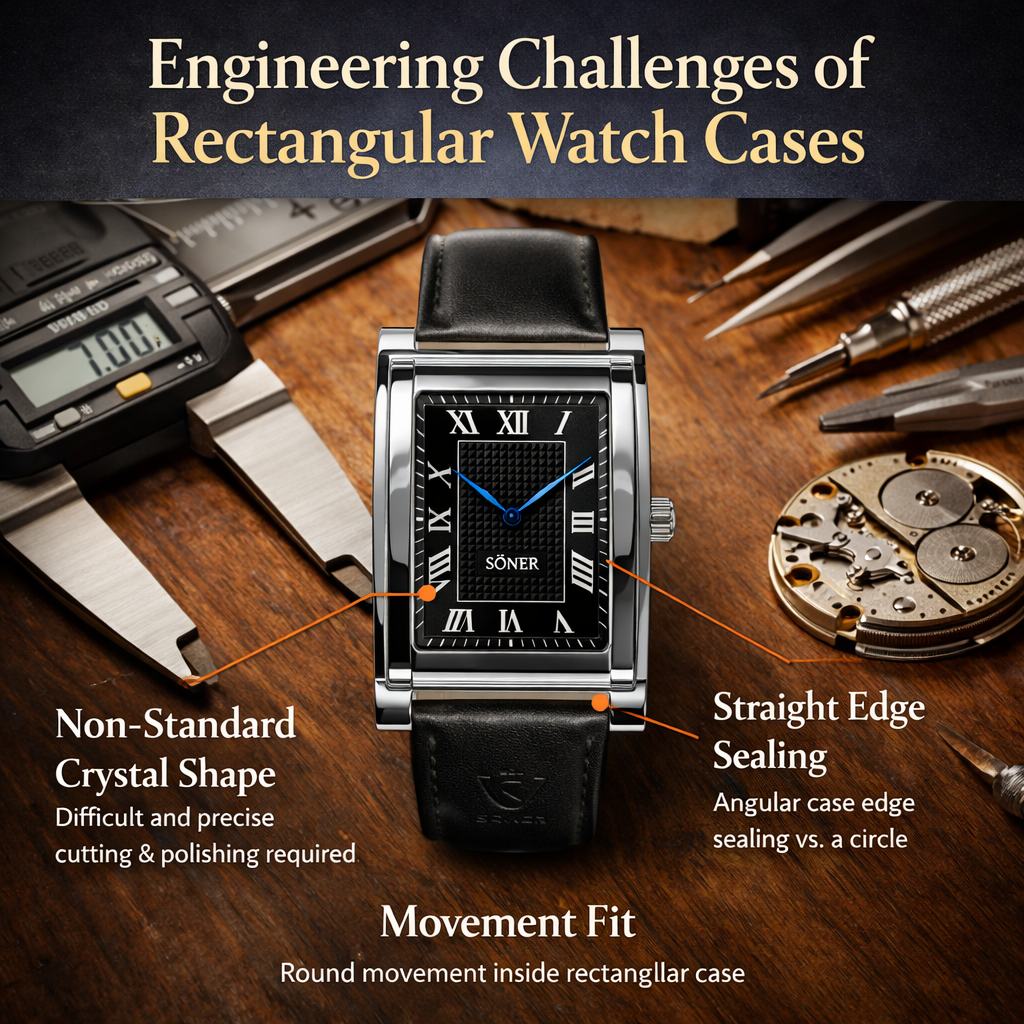
Ingenieurtechnik bei rechteckigen Uhren – Kurzzusammenfassung
- Rechteckige Gehäuse erfordern Mehrachsenfräsen statt einfache Drehbearbeitung.
- Eckübergänge erhöhen die Anzahl der Bearbeitungsschritte und die Komplexität der Handveredelung.
- Dichtungssysteme müssen gleichmäßig über vier gerade Kanten und vier Ecken komprimieren.
- Die Ausrichtung des Uhrwerks in einem rechteckigen Gehäuse ist eine Designentscheidung, kein fester Standard.
Die meisten Menschen bewundern eine rechteckige Uhr aus ästhetischen Gründen. Die Proportionen, die architektonische Geometrie, die Art, wie das Gehäuse mit bewusster Absicht am Handgelenk sitzt. Weniger sichtbar, aber ebenso bedeutend, ist die Ingenieurskunst, die das Objekt überhaupt erst möglich macht.
Rechteckige Uhrengehäuse sind tatsächlich schwieriger herzustellen als runde. Nicht nur geringfügig schwieriger. Deutlich schwieriger, in jeder Phase des Produktionsprozesses, vom ersten Bearbeitungsschritt am Rohling bis zum abschließenden Drucktest vor Verlassen der Fabrik. Genau zu verstehen, wo und warum diese Schwierigkeit entsteht, ist ein wesentlicher Kontext für jeden, der schätzen möchte, was eine gut gemachte rechteckige Uhr wirklich bedeutet.
Dieser Artikel behandelt die vier wichtigsten ingenieurtechnischen Bereiche, in denen sich rechteckige Gehäuse von runden unterscheiden: Platzierung des Uhrwerks, Gehäusebearbeitung, Dichtungssysteme und Bandanstöße. Dies sind die Grundlagen der rechteckigen Uhr, die alles andere in dieser Kategorie untermauern und erklären, warum die besten rechteckigen Uhren die Preise erzielen, die sie haben.
Warum die Schwierigkeit der Konstruktion für den Käufer wichtig ist
Bevor wir ins Detail gehen, ist es sinnvoll zu klären, warum das für jemanden, der eine Uhr auswählt und nicht baut, überhaupt relevant sein sollte.
Die Schwierigkeit der Konstruktion ist aus drei Gründen wichtig. Erstens spiegelt sie sich direkt im Preis wider. Eine rechteckige Uhr eines seriösen Herstellers kostet mehr als eine runde Uhr mit vergleichbarer Oberflächenqualität, weil der Produktionsprozess tatsächlich teurer ist. Zu verstehen, wofür man bezahlt, hilft zu beurteilen, ob der Aufpreis gerechtfertigt ist.
Zweitens ist die Ingenieursqualität im fertigen Objekt sichtbar, wenn man weiß, worauf man achten muss. Die Schärfe der Eckübergänge, die Konsistenz der Oberflächenbearbeitung auf den Gehäuseflächen, die Geschmeidigkeit der Kronenbedienung, die Präzision der Kristallpassung: all dies sind Folgen von ingenieurtechnischen Entscheidungen und können vom sorgfältigen Käufer beurteilt werden.
Drittens beeinflussen technische Entscheidungen den langfristigen Besitz. Ein rechteckiges Gehäuse mit unzureichender Eckverstärkung verformt sich im Laufe der Zeit. Ein Dichtungssystem, das nicht für nicht-runde Geometrien ausgelegt ist, versagt früher als eines, das es ist. Ein Uhrwerk, das ohne angemessene Anpassung in ein rechteckiges Gehäuse gezwungen wird, arbeitet weniger zuverlässig als eines, das für den Raum entwickelt wurde. Die technischen Entscheidungen, die in der Entwurfsphase getroffen werden, begleiten die Uhr ihr ganzes Leben lang.
Platzierung des Uhrwerks
Die erste und grundlegendste ingenieurtechnische Herausforderung eines rechteckigen Uhrengehäuses ist die Frage, was darin untergebracht wird.
Das Problem des runden Uhrwerks
Die überwältigende Mehrheit der mechanischen Uhrwerke ist rund. Sie sind seit den frühesten Taschenuhren rund, weil runde Uhrwerke die natürliche Folge eines Zahnradtriebs sind, der sich von einer zentralen Achse aus nach außen erstreckt. Das Federhaus sitzt in der Mitte, der Zahnradtrieb erstreckt sich nach außen, und das gesamte System füllt eine kreisförmige Fläche mit maximaler Effizienz aus.
Wenn ein rundes Uhrwerk in ein rechteckiges Gehäuse eingesetzt wird, bleiben die Ecken des Gehäuses ungenutzt. Das Uhrwerk füllt den kreisförmigen, in das Rechteck eingeschriebenen Bereich aus, aber die vier Eckdreiecke bleiben ungenutzt. In einem schmalen, hohen rechteckigen Gehäuse kann dieser ungenutzte Raum einen erheblichen Anteil des gesamten Gehäusevolumens ausmachen. Die Uhr wird dicker als nötig, um ein Uhrwerk unterzubringen, das nicht dafür ausgelegt ist, oder sie weist sichtbaren Leerraum auf, der die visuelle Kohärenz des Objekts verringert.
Es gibt drei Ansätze für dieses Problem, jeder mit unterschiedlichen Kosten- und Qualitätsauswirkungen.
Der erste Ansatz ist, ein rundes Uhrwerk zu verwenden und die ungenutzten Ecken zu akzeptieren. Dies ist die günstigste Lösung und am häufigsten bei niedrigeren Preisklassen. Das Uhrwerk wird mit einem geformten Abstandshalter oder Bewegungsring ausgestattet, der einige der Lücken füllt, aber die grundlegende Ineffizienz bleibt bestehen. Die Uhr ist oft dicker als nötig, und das Uhrwerk wirkt optisch unausgeglichen, wenn man es durch einen Sichtboden betrachtet.
Der zweite Ansatz besteht darin, ein rechteckiges Modul oder eine Grundplatte zu verwenden, die ein rundes Uhrwerk in eine rechteckige Form umwandelt. Die Kernkomponenten der Zeitmessung bleiben rund, werden aber in einem rechteckigen Rahmen untergebracht, der das Gehäuse effizienter ausfüllt. Dies ist eine bedeutende ingenieurtechnische Investition, aber eine geringere als die Entwicklung eines völlig neuen Kalibers. Mehrere angesehene Marken verwenden diesen Ansatz erfolgreich.
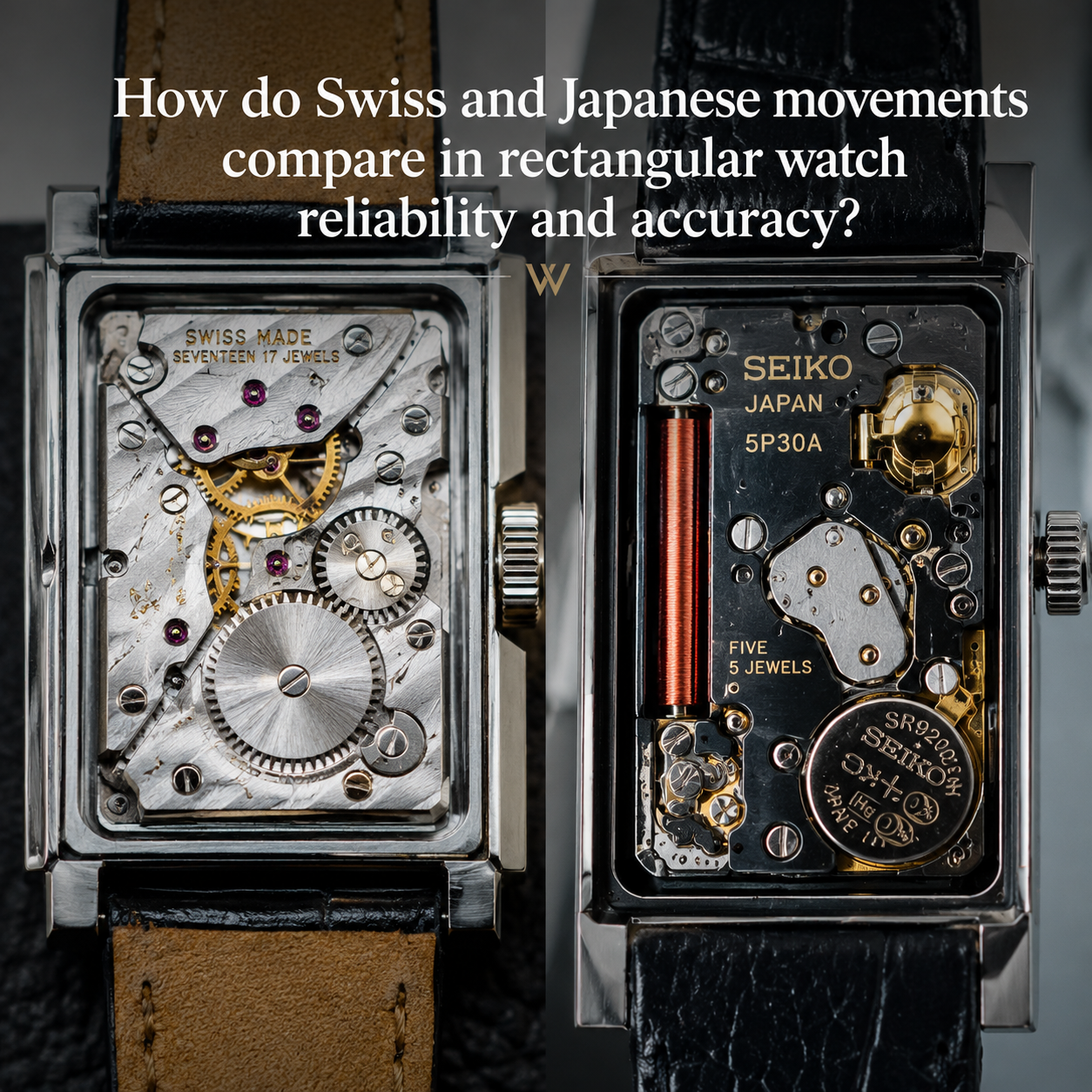
Der dritte Ansatz, der von den engagiertesten Herstellern rechteckiger Uhren praktiziert wird, besteht darin, ein speziell entwickeltes rechteckiges Kaliber von Grund auf neu zu entwickeln. Jede Komponente ist für die spezifische Gehäuseform konzipiert. Die Brücken und Platten sind so geformt, dass sie den verfügbaren Raum präzise ausfüllen. Das Zahnrad-Layout ist für eine nicht-runde Form optimiert. Das Ergebnis ist ein Uhrwerk, das so in sein Gehäuse passt, wie ein rundes Uhrwerk in ein rundes Gehäuse: vollständig, effizient und schön.
Kronenposition und Führung der Aufzugswelle
Bei einer runden Uhr tritt die Krone am Gehäuse an der 3-Uhr-Position aus und treibt eine Welle an, die an einem festen Punkt ins Uhrwerk eintritt, der auf diese Austrittsposition kalibriert ist. Die Geometrie ist so standardisiert, dass die Kronenposition selten als Designherausforderung betrachtet wird.
Bei einer rechteckigen Uhr erfordert die Kronenposition eine bewusste Festlegung. Ist das Gehäuse hoch und schmal, platziert die 3-Uhr-Position die Krone in der Mitte der Gehäusehöhe, was je nach Ausrichtung des Uhrwerks mit dem Kronen-Einstellmechanismus übereinstimmen kann oder nicht. Ist das Uhrwerk quer im Gehäuse ausgerichtet, muss die Kronenposition verschoben werden. Ist das Uhrwerk hochkant ausgerichtet, ergeben sich andere Herausforderungen bei der Führung der Aufzugswelle.
Auf höchstem Niveau der Herstellung rechteckiger Uhren wird die Kronenposition als Teil der anfänglichen Designvorgabe festgelegt, und das Uhrwerk wird entsprechend konfiguriert. Auf niedrigeren Qualitätsstufen werden Kompromisse eingegangen, die die Funktion der Uhr beeinträchtigen: steife Kronen, ungenaue Einstellmechanismen oder Kronen, die an optisch ungünstigen Stellen im Verhältnis zur Gehäusegeometrie positioniert sind.
Komplexität der Gehäusebearbeitung
Der Gehäusekörper einer rechteckigen Uhr wird aus einem massiven Metallblock gefertigt, sei es Stahl, Gold, Titan oder eine andere Legierung. Der Prozess vom Rohblock zum fertigen Gehäuse umfasst eine Reihe von Schneid-, Bohr- und Finish-Arbeiten, die bei einem rechteckigen Gehäuse deutlich komplexer sind als bei einem runden.
Drehmaschine vs. Fräsmaschine
Ein rundes Gehäuse wird hauptsächlich auf einer Drehmaschine bearbeitet, die das Werkstück um eine zentrale Achse dreht, während ein stationäres Schneidwerkzeug Material entfernt. Die Drehmaschine erzeugt in einem einzigen kontinuierlichen Vorgang einen perfekten Zylinder. Sie ist schnell, präzise und in der Lage, eine hervorragende Oberflächenqualität ohne Nachbearbeitung zu erzielen. Die kreisförmige Symmetrie des Gehäuses bedeutet, dass jeder Punkt an der Gehäusewand durch denselben Vorgang im gleichen Abstand zur Mittelachse hergestellt wird.
Ein rechteckiges Gehäuse kann nicht auf einer Drehmaschine bearbeitet werden. Es erfordert eine CNC-Fräsmaschine, die ein rotierendes Schneidwerkzeug über das Werkstück in mehreren Achsen bewegt. Jede flache Fläche des Gehäuses muss separat bearbeitet werden. Die obere und untere Fläche erfordern einen Satz von Bearbeitungsschritten. Die langen Seiten erfordern einen weiteren. Die kurzen Seiten einen weiteren. Und die Ecken, an denen flache Flächen aufeinandertreffen, erfordern die präzisesten Bearbeitungsschritte von allen.
Eckübergänge sind das anspruchsvollste Merkmal eines jeden rechteckigen Gehäuses. Die inneren Ecken des Gehäuses, an denen die Seitenwände zusammentreffen, müssen mit einem sehr kleinen Radius bearbeitet werden, der durch den minimalen Durchmesser des Schneidwerkzeugs bestimmt wird. Um an allen vier Ecken einen gleichmäßigen Radius mit passender Oberflächenqualität rund um den gesamten Umfang zu erreichen, sind sorgfältige Programmierung, präzise Spannvorrichtungen und mehrere Qualitätskontrollen erforderlich. Bei High-End-Herstellern werden die Eckübergänge nach der Bearbeitung von Hand mit kleinen Feilen und Polierwerkzeugen veredelt, um eine Schärfe und Konsistenz zu erzielen, die CNC allein nicht erreichen kann.
| Aspekt | Rundes Gehäuse | Rechteckiges Gehäuse | Technische Auswirkungen |
|---|---|---|---|
| Hauptbearbeitungsmethode | Drehen auf einer zentralen Achse | Mehr-Achsen-CNC-Fräsen aus mehreren Ausrichtungen | Rechteckige Gehäuse erfordern mehr Aufbauwechsel und Werkzeugwege |
| Anzahl der Werkzeugaufbauten | Typischerweise 1–2 Hauptaufbauten | Mehrere Aufbauten für jede Fläche und jeden Eckübergang | Erhöhte Bearbeitungszeit und Kalibrierungsanforderungen |
| Eckenbearbeitung | Kontinuierliche Krümmung, minimale Kantenübergänge | Acht Eckübergänge, die präzises Verschleifen erfordern | Höherer Handbearbeitungsaufwand und engere Toleranzkontrolle |
| Toleranzempfindlichkeit | Gleichmäßige radiale Toleranzverteilung | Spannungskonzentration an Kanten und Ecken | Höheres Risiko von Abweichungen, die Nacharbeit oder Ausschuss erfordern |
| Produktionseffizienz | Hoch standardisiert und skalierbar | Geringere Standardisierung über Kollektionen hinweg | Höhere Stückkosten bei vergleichbaren Qualitätsniveaus |
Warum sind rechteckige Gehäuse schwerer zu bearbeiten?
Rechteckige Uhrengehäuse erfordern Mehr-Achsen-Fräsen statt rotationsdrehender Bearbeitung auf der Drehmaschine. Jede flache Fläche und jeder Eckübergang muss separat bearbeitet werden, was den Aufbauaufwand, die Toleranzempfindlichkeit und den Arbeitsaufwand für die Oberflächenbearbeitung im Vergleich zu runden Gehäusen erhöht.

Runde Gehäuse sind rotationssymmetrisch und können in einer einzigen durchgehenden Bewegung bearbeitet werden. Rechteckige Gehäuse erfordern mehrere Ausrichtungen und präzise Übergänge an den Ecken, was die Bearbeitungskomplexität erhöht.
Warum erhöht Fräsen die Kosten bei rechteckigen Gehäusen?
Rechteckige Uhrengehäuse erfordern während der Bearbeitung das Umpositionieren des Gehäuseblocks über mehrere Achsen. Jeder zusätzliche Aufbau erhöht die Produktionszeit, den Werkzeugverschleiß, die Toleranzempfindlichkeit und den Arbeitsaufwand für die Oberflächenbearbeitung im Vergleich zu einem Ein-Achsen-Drehprozess.
Oberflächenbearbeitung
Die Fertigung eines rechteckigen Gehäuses ist arbeitsintensiver als die eines runden, da ein rechteckiges Gehäuse mehr unterschiedliche Oberflächentypen aufweist, die jeweils angemessen behandelt werden müssen.
Ein rundes Gehäuse hat typischerweise eine durchgehende zylindrische Wand, eine flache oder gewölbte Oberseite (die Lünette) und eine flache oder gewölbte Unterseite (den Gehäuseboden). Jede dieser Flächen kann in einem einzigen durchgehenden Arbeitsschritt bearbeitet werden: Die zylindrische Wand wird auf einem rotierenden Polierteller poliert, die Lünette wird auf einem flachen Rad poliert oder gebürstet.
Ein rechteckiges Gehäuse hat mehrere flache Flächen, die in unterschiedlichen Winkeln zueinander stehen, plus Eckübergänge, plus Bandanstöße, plus Lünette und Gehäuseboden. Jede flache Fläche muss separat bearbeitet werden. Der Winkel zwischen benachbarten Flächen muss während der Bearbeitung präzise eingehalten werden, sonst wirkt das Gehäuse weich und unpräzise. Die Eckübergänge müssen ohne Abrundung bearbeitet werden. Die polierten und gebürsteten Bereiche, falls das Design beide verwendet, müssen sich an präzisen Linien treffen, ohne ineinander zu verlaufen.
Auf höchstem Ausführungsniveau fügt das Anglage oder die Fase der Gehäusekanten eine weitere Komplexitätsebene hinzu. Abgeschrägte Kanten an einem rechteckigen Gehäuse müssen in Breite und Winkel an allen vier Seiten konsistent sein, mit perfekt abgestimmten Übergängen an jeder Ecke. Dies von Hand zu erreichen erfordert Fertigkeiten, die Jahre der Entwicklung benötigen und von Maschinen nicht in der Qualitätsstufe reproduziert werden können, die eine großartige rechteckige Uhr ausmacht.
Tiefgehende Analyse: Automatik vs. Quarz bei rechteckigen Uhren
Tiefergehende Informationen: Rechteckiger Uhren Größenleitfaden
Dichtungssysteme
Ein Uhrengehäuse ist ein präzises Gehäuse. Es muss das Uhrwerk im Inneren vor Feuchtigkeit, Staub und atmosphärischem Druck unter einer Vielzahl von Umweltbedingungen schützen. Bei einem runden Gehäuse wird dieses Gehäuseproblem durch gut verstandene Methoden gelöst, die die Branche seit Jahrzehnten verfeinert hat. Bei einem rechteckigen Gehäuse erfordert dasselbe Problem andere Lösungen und akzeptiert andere Einschränkungen.

Warum sind rechteckige Uhren schwerer abzudichten?
Rechteckige Uhrengehäuse erfahren eine ungleichmäßige Dichtungskompression, besonders an den Ecken, wo sich die Belastung konzentriert. Um eine gleichmäßige Wasserdichtigkeit zu erreichen, sind engere Fertigungstoleranzen erforderlich, um den gleichmäßigen Druck sowohl entlang der geraden Kanten als auch an den vier Ecken aufrechtzuerhalten.
Glasdichtung
Der sichtbarste und herausforderndste Dichtpunkt bei einer rechteckigen Uhr ist das Glas. Bei einer runden Uhr sitzt das Glas in einer runden Lünette-Nut und wird von einer runden Dichtung gehalten, die gleichmäßig über den gesamten Umfang komprimiert wird. Die Geometrie sorgt dafür, dass jede auf die Lünette ausgeübte Anzugskraft gleichmäßig verteilt wird, was eine gleichmäßige Kompression der Dichtung an jedem Punkt erzeugt.
Bei einer rechteckigen Uhr sitzt das Glas in einer rechteckigen Lünette-Nut, und die Dichtung muss eine gleichmäßige Kompression über vier gerade Abschnitte und vier Eckübergänge gewährleisten. Die Ecken sind das Problem. Eine Dichtung, die entlang der geraden Abschnitte perfekt komprimiert wird, kann an den Ecken unzureichend komprimiert sein, wenn die Gehäusegeometrie nicht präzise kontrolliert wird. Jede Unregelmäßigkeit in der Kompression schafft einen potenziellen Leckweg.
Die Lösung erfordert engere Toleranzen an der Lünette, steifere Dichtungsmaterialien oder geformte Dichtungen mit Eckverstärkung. All diese Lösungen erhöhen Kosten und Komplexität. Außerdem erhöhen sie die Gesamthöhe der Kristallmontage, was der Schlankheit entgegenwirkt, die die meisten rechteckigen Dresswatches anstreben.
Dichtung des Gehäusebodens
Der Gehäuseboden einer rechteckigen Uhr stellt ähnliche Herausforderungen dar. Ein runder Schraubboden übt beim Eindrehen eine gleichmäßige Klemmkraft über den gesamten Umfang aus. Die Abdichtung ist dadurch von Natur aus einheitlich.
Ein rechteckiger Gehäuseboden, ob verschraubt oder gepresst, muss die Klemmkraft über einen rechteckigen Umfang verteilen. Die Schraubenpositionen müssen sorgfältig berechnet werden, damit die Dichtung an den Ecken sowie entlang der geraden Kanten gleichmäßig komprimiert wird. Sind die Schraubenpositionen nicht optimal, heben sich die Ecken des Gehäusebodens unter Druck leicht an und die Dichtung wird unterbrochen.
Viele rechteckige Dresswatches verwenden aus ästhetischen Gründen und weil Press-Fit-Systeme bei engen Passungen eine bessere Eckendichtung ermöglichen, eine gepresste Gehäusebodenbefestigung anstelle eines Schraubbodens. Der Nachteil ist, dass ein Press-Fit-Gehäuseboden schwieriger zur Wartung zu entfernen ist und häufiges Öffnen die Passgenauigkeit mit der Zeit verringern kann.
Die spezifischen Dichtungsherausforderungen bei rechteckigen Gehäusen und deren Auswirkungen auf Wasserdichtigkeitswerte und Alltagstauglichkeit werden im Artikel zur Wasserdichtigkeit ausführlich behandelt.
Dichtung von Krone und Rohr
Das Kronenrohr, durch das die Aufzugswelle das Gehäuse verlässt, muss unabhängig von der Gehäuseform gegen Feuchtigkeit abgedichtet werden. Bei einem runden Gehäuse wird das Kronenrohr standardmäßig in das Gehäuse eingeschraubt. Bei einem rechteckigen Gehäuse tritt das Kronenrohr durch eine der flachen Seitenwände und nicht durch eine gewölbte Oberfläche aus.
Das Eindrehen eines Rohres durch eine flache Wand anstelle einer gewölbten verändert die Geometrie der Dichtung. Das Gewinde ist identisch, aber das umgebende Gehäusematerial wird anders belastet, da die flache Wand weniger strukturelle Tiefe als eine gewölbte hat. Bei dünnen rechteckigen Gehäusen, bei denen die Gehäusewandstärke bereits zur Erreichung schlanker Profile minimiert ist, erfordert die Verstärkung des Kronenrohrs eine sorgfältige Konstruktion, um die Dichtheit zu gewährleisten, ohne sichtbares Volumen hinzuzufügen.
Vertiefung: Wasserbeständigkeit & Haltbarkeit rechteckiger Uhren
Architektur der Bandanstösse
Die Bandanstösse eines Uhrengehäuses sind die Vorsprünge, die das Armband oder das Metallband halten. Bei einer runden Uhr sind Bandanstösse ein gut verstandenes Designelement mit Jahrhunderten der Verfeinerung. Bei einer rechteckigen Uhr stellen sie eine Reihe von Herausforderungen dar, die sowohl struktureller als auch ästhetischer Natur sind.

Die Armbandspannung überträgt Kraft durch die Bandanstösse in die Gehäusewand. Bei rechteckigen Uhren konzentriert sich die Belastung an der Verbindung zwischen Bandanstoss und Gehäuse, wo Wandstärke und Geometrie Haltbarkeit und Proportionen ausbalancieren müssen.
Rechteckige Uhren konzentrieren das Drehmoment des Armbands an der Verbindung zwischen Bandanstoss und flacher Gehäusewand. Eine ordnungsgemäße strukturelle Integration erfordert ausreichende Wandstärke und Verstärkung, um Verformungen oder langfristige Ermüdung durch Belastung zu verhindern.
Vertiefung: Architektur der Bandanstösse bei rechteckigen Uhren
Die Geometrie des Übergangs
Die grundlegende Herausforderung bei rechteckigen Bandanstössen besteht im Übergang vom geraden, flachen Gehäuseprofil zur gebogenen Sattel-Form, die das Armband berührt. Ein rundes Gehäuse hat ein durchgehend gebogenes Profil, und der Bandanstoss kann an jedem Punkt dieser Kurve mit einem natürlichen, fließenden Übergang herauskommen. Die Geometrie des runden Gehäuses nimmt den Bandanstoss organisch auf.
Ein rechteckiges Gehäuse hat flache Seiten und scharfe Ecken. Der Bandanstoss muss aus einer flachen Fläche herauskommen und innerhalb kurzer Distanz in eine gebogene Form übergehen, die den Federsteg hält. Dieser Übergang hat keine natürliche Geometrie, die ihn leitet. Jede Entscheidung darüber, wie der Bandanstoss aus dem Gehäusekörper herausragt, in welchem Winkel er absteht, wie schnell er sich krümmt und wo das Loch für den Federsteg positioniert ist, muss vom Designer explizit getroffen werden.
Die Qualität dieses Übergangs ist einer der zuverlässigsten Indikatoren für das Gesamtdesign und den technischen Standard einer rechteckigen Uhr. Ein schlecht gelöster Bandanstoss wirkt angeklebt, als wären die Bandanstösse nachträglich am Gehäuse angebracht worden. Ein gut gelöster Übergang lässt den Bandanstoss wie eine unvermeidliche Verlängerung der Gehäusegeometrie erscheinen, als könnte es nicht anders sein. Die ikonischen verlängerten Bandanstösse der Cartier Tank, die sich über die gesamte Höhe des Gehäuses erstrecken und das Armband als einheitliches Element mit dem Gehäuse verbinden, sind das Paradebeispiel für Letzteres.
Strukturelle Überlegungen
Bandanstöße an einem rechteckigen Gehäuse sind einer Spannung ausgesetzt, die sich anders verteilt als bei runden Gehäusen. Bei einem runden Gehäuse ist der Bandanstoss an einer gewölbten Fläche befestigt, die die Spannung in mehrere Richtungen verteilt. Bei einem rechteckigen Gehäuse ist der Bandanstoss an einer flachen Fläche befestigt, und die Spannung durch die Armbandspannung konzentriert sich an der Verbindung zwischen Bandanstoss und Gehäusewand.
Bei dünnen rechteckigen Gehäusen, bei denen die Gehäusewandstärke bereits minimal ist, kann diese Spannungskonzentration ein echtes technisches Problem darstellen. Der Befestigungspunkt des Bandanstosses muss verstärkt werden, ohne dass außen sichtbare Masse hinzugefügt wird. Es gibt mehrere Lösungen: dickere Gehäusewände nur an den Befestigungspunkten, innenliegende Verstärkungsrippen, die von außen nicht sichtbar sind, oder Bandanstöße, die die Belastung auf eine größere Fläche des Gehäusekörpers verteilen.
Armbandbreite und Proportion
Die Armbandbreite bei einer rechteckigen Uhr wird durch den Abstand der Federstege bestimmt, der wiederum von der Gehäusegeometrie abhängt. Ein schmales rechteckiges Gehäuse kann ein schmaleres Armband erfordern, als der Käufer erwartet, da die Breite zwischen den Bandanstößen am Gehäuseende durch die Gehäusebreite begrenzt ist.
Das richtige Verhältnis zu finden ist entscheidend für das Gesamtbild der Uhr. Ein zu breites Armband im Verhältnis zur Gehäusebreite wirkt schwer und überlagert das Gehäuse optisch. Ein zu schmales Armband wirkt unbedeutend und schafft eine optische Trennung zwischen Uhr und Handgelenk. Die ideale Armbandbreite für ein rechteckiges Gehäuse liegt typischerweise zwischen 55 % und 70 % der Gehäusebreite, wobei das genaue Verhältnis vom Höhen-Breiten-Verhältnis des Gehäuses und der Gesamtdesignsprache abhängt.
Die Bandanstöße rechteckiger Gehäuse, einschließlich wie das Design der Bandanstöße den Sitz am Handgelenk, den Tragekomfort und die optische Proportion beeinflusst, werden ausführlich im speziellen Artikel zu Bandanstößen behandelt.
Wie sich diese Herausforderungen im Preis widerspiegeln
Die oben beschriebenen technischen Herausforderungen führen auf jeder Ebene des Produktionsprozesses direkt zu höheren Kosten. Mehr Maschineneinrichtungen bedeuten mehr Bearbeitungszeit und höhere Werkzeugkosten. Mehr Handarbeit erfordert mehr qualifizierte Arbeitsstunden. Komplexere Dichtungssysteme bedeuten teurere Komponenten und strengere Qualitätskontrollen. Speziell entwickelte rechteckige Kaliber verursachen erhebliche Entwicklungskosten, die über Produktionsmengen amortisiert werden müssen, die typischerweise kleiner sind als bei runden Uhren.
Das Ergebnis ist, dass eine rechteckige Uhr von einem seriösen Hersteller fast immer mehr kostet als eine runde Uhr mit vergleichbarer äußerer Qualität derselben Marke. Dieser Aufpreis ist kein Marketing, sondern spiegelt die tatsächliche Produktionsrealität wider.
Dieses Verständnis hilft, Erwartungen bei verschiedenen Preispunkten zu kalibrieren. Im Einstiegssegment geht eine rechteckige Uhr Kompromisse ein: ein rundes Uhrwerk in einem rechteckigen Gehäuse, vereinfachte Abdichtung, einfachere Bandanstöße. Im mittleren Segment werden diese Kompromisse reduziert: bessere Passform des Uhrwerks, verbesserte Abdichtung, feinere Integration der Bandanstöße. Im High-End-Bereich werden die in diesem Artikel beschriebenen technischen Herausforderungen vollständig gelöst, sodass eine rechteckige Uhr entsteht, die genauso hochwertig gefertigt ist wie jede runde Uhr in vergleichbarer Preisklasse.
Die Entscheidungen rund um den Uhrwerkstyp und deren Wechselwirkung mit Gehäusegeometrie und Kosten werden ausführlich im Artikel über Bewegungsplatzierungsentscheidungen bei rechteckigen Uhren behandelt.
Dickenbeschränkungen im rechteckigen Design
Rechteckige Uhren werden seit langem mit schlanken Dress-Proportionen assoziiert. Schlankheit steht historisch für Raffinesse, Zurückhaltung und formelle Tragbarkeit. Die Reduzierung der Dicke in einem rechteckigen Gehäuse bringt jedoch strukturelle Kompromisse mit sich, die sich von denen runder Designs unterscheiden.
Erwartungen an dünne Dresswatches
Traditionelle rechteckige Dresswatches zielen oft auf schlanke Profile ab, um sauber unter eine Manschette zu gleiten. Da rechteckige Gehäuse die vertikale Höhe optisch betonen, fällt eine zusätzliche Dicke stärker ins Gewicht als bei einer runden Uhr mit ähnlicher Tiefe. Ein 10 mm rundes Gehäuse wirkt ausgewogen, während ein 10 mm rechteckiges Gehäuse aufgrund seiner verlängerten Geometrie massiver erscheinen kann.
Dünnheit ist daher nicht nur ästhetisch – sie prägt, wie Proportion wahrgenommen wird.
Strukturelle Materialreduktion an den Ecken
Im Gegensatz zu runden Gehäusen, die Spannungen radial verteilen, erfahren rechteckige Gehäuse lokale Spannungen entlang der flachen Kanten und an den Eckverbindungen. Mit abnehmender Dicke verringert sich das Material, das diese Übergangszonen verstärkt.
Ecken sind strukturelle Übergangspunkte. Das Verjüngen der Gehäusewände in diesen Bereichen erhöht die Anfälligkeit für Biegespannungen und mögliche Verformungen. Um die Steifigkeit bei schlanken Proportionen zu erhalten, sind engere Toleranzen, stärkere Materialien oder Verstärkungen durch die innere Gehäusearchitektur erforderlich.
Im rechteckigen Design bedeutet Dünnheit nicht einfach eine Reduzierung der Abmessungen – es ist eine strukturelle Verhandlung.
Manuelle vs. Automatische Dicke-Abwägungen
Die Wahl des Uhrwerks beeinflusst direkt die Gehäusedicke. Automatikwerke benötigen zusätzlichen vertikalen Raum, um den Rotormechanismus und dessen Freiraum unterzubringen. In einem rechteckigen Gehäuse kann die Integration der Rotorhöhe bei gleichzeitiger Erhaltung ausreichender Wandstärke die Gesamttiefe erhöhen.
Handaufzugswerke ermöglichen eine schlankere Gehäusekonstruktion, da sie keinen Rotorfreiraum benötigen. Das ist ein Grund, warum viele historisch dünne rechteckige Dresswatches manuell aufgezogen wurden.
Mikrorotor-Lösungen verringern die vertikale Höhe, bringen jedoch zusätzliche technische Komplexität und Kosten mit sich.
Warum sind rechteckige Automatikuhren dicker?
Rechteckige Automatikuhren benötigen zusätzlichen vertikalen Raum für die Rotorintegration. Bei einem nicht-runden Gehäuse führt die Erhaltung der strukturellen Steifigkeit bei gleichzeitiger Berücksichtigung des Rotorfreiraums oft zu einer größeren Gesamtdicke im Vergleich zu Handaufzug-Designs.
Tiefgehende Analyse: Automatik vs. Quarz bei rechteckigen Uhren
Zusammenfassung
Die Konstruktion einer rechteckigen Uhr ist in spezifischen, erkennbaren und bedeutenden Aspekten schwieriger als die einer runden Uhr. Die Platzierung des Uhrwerks, die Gehäusebearbeitung, Dichtungssysteme und die Bandanstößearchitektur stellen Herausforderungen dar, die in der Produktion runder Gehäuse keine direkte Entsprechung haben. Marken, die diese Herausforderungen vollständig und nicht nur teilweise meistern, produzieren rechteckige Uhren, die ihren Aufpreis wert sind. Käufer, die diese Herausforderungen verstehen, sind besser in der Lage, diese Uhren zu erkennen und zu schätzen, was sie repräsentieren.
Die in diesem Artikel behandelten Grundlagen rechteckiger Uhren bilden die technische Basis für alles in dieser Kategorie. Für einen vollständigen Überblick darüber, wie diese Grundlagen mit Geschichte, Design, Größen und Kaufentscheidungen zusammenhängen, finden Sie das Gesamtbild im Hauptleitfaden.
Verwandte Artikel:
- Grundlagen rechteckiger Uhren im definitiven Leitfaden zu rechteckigen Uhren behandelt
- Bandanstößearchitektur bei rechteckigen Uhren – Bandanstößearchitektur ausführlich untersucht
- Wasserdichtigkeit und Haltbarkeit rechteckiger Uhren – Dichtungsherausforderungen erklärt
- Automatik vs. Quarz bei rechteckigen Uhren – Bewegungsplatzierungsentscheidungen analysiert











































{kind=link}